-
红桃直播
- 版本:v1.0.1
- 类别:娱乐
- 大小:22.15MB
- 时间:2024-11-13
应用介绍
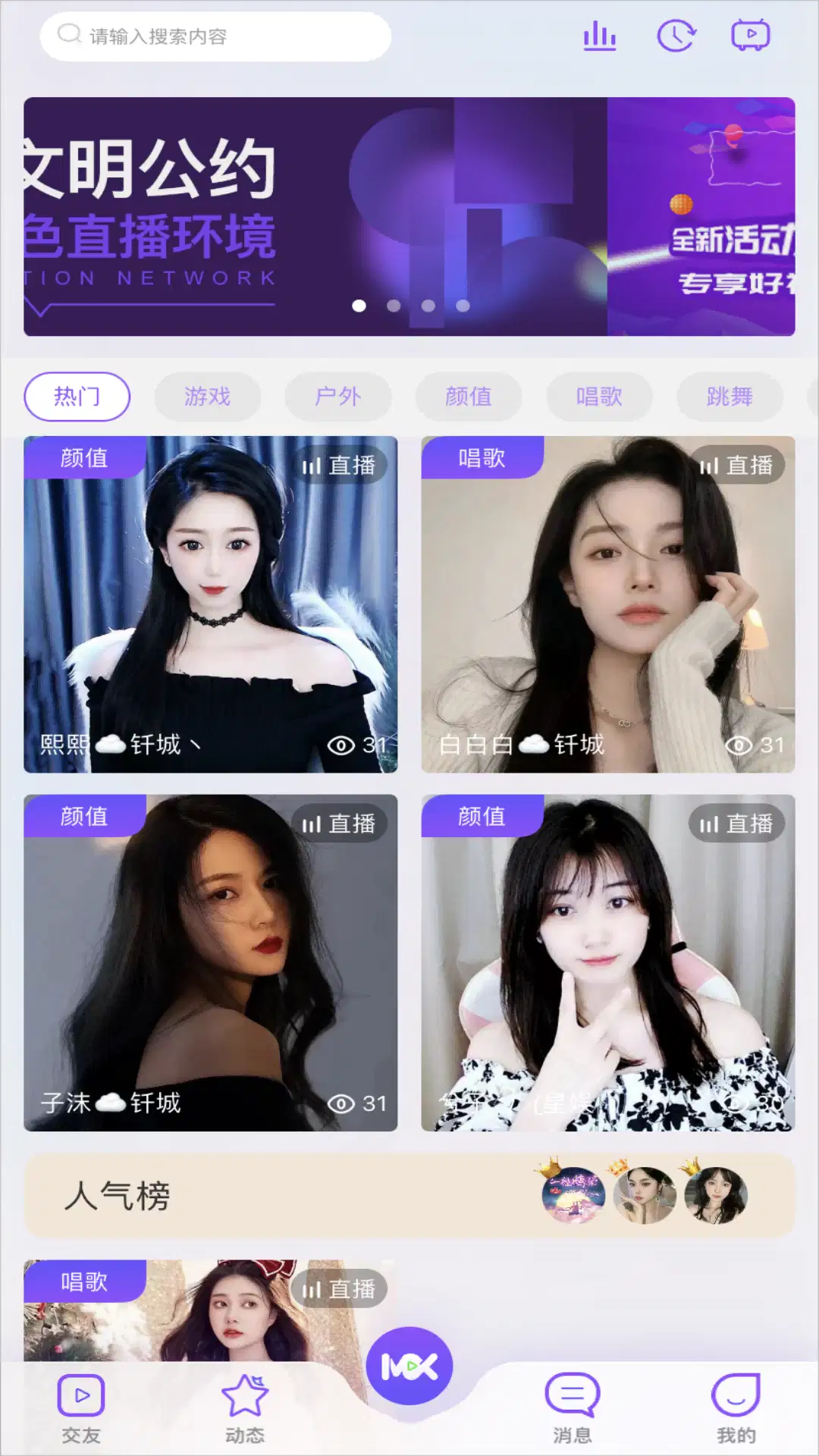
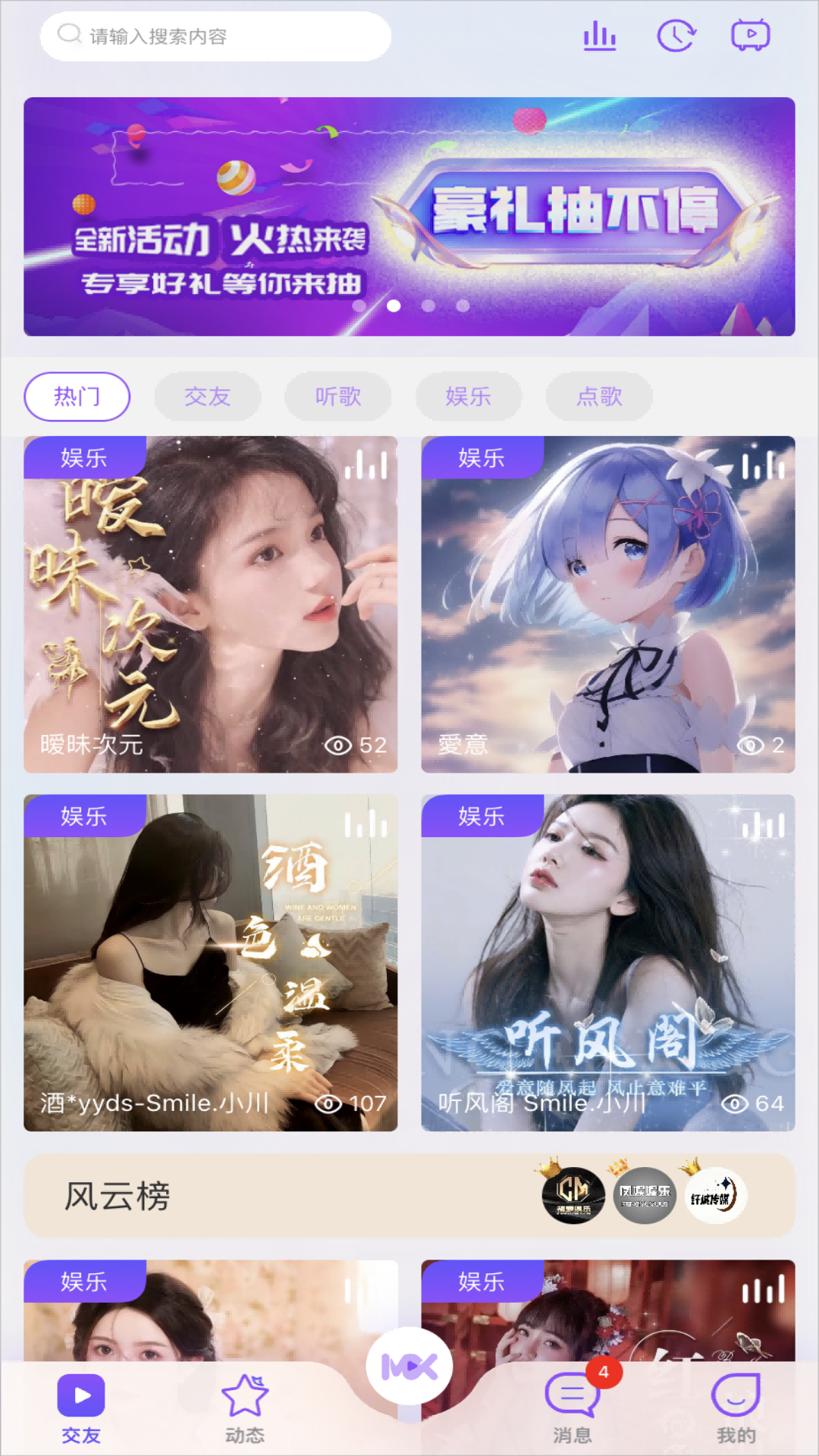

红桃直播,不仅是一款直播神器,更是你互动娱乐的好帮手。它融合了直播秀、实时聊天、礼物赠送、PK对决等丰富功能,还创新推出了线上直播观看、线下真实约会的全新体验。在这里,你可以轻松与喜欢的主播拉近距离,同城定位让你与邻近主播更亲密。多种观看模式如经典、午夜、深夜等任你选,每次直播都像一场身临其境的盛宴,连麦功能更是让你与主播零距离互动,发现更多精彩。快来试试吧!
【应用功能】
全民直播:方便快捷,随时随地展现你的直播风采。
炫酷礼物:直播间内刷起,瞬间提升你的存在感。
游戏互动:K歌时光不容错过,畅聊日常趣事,小游戏让直播更有趣。
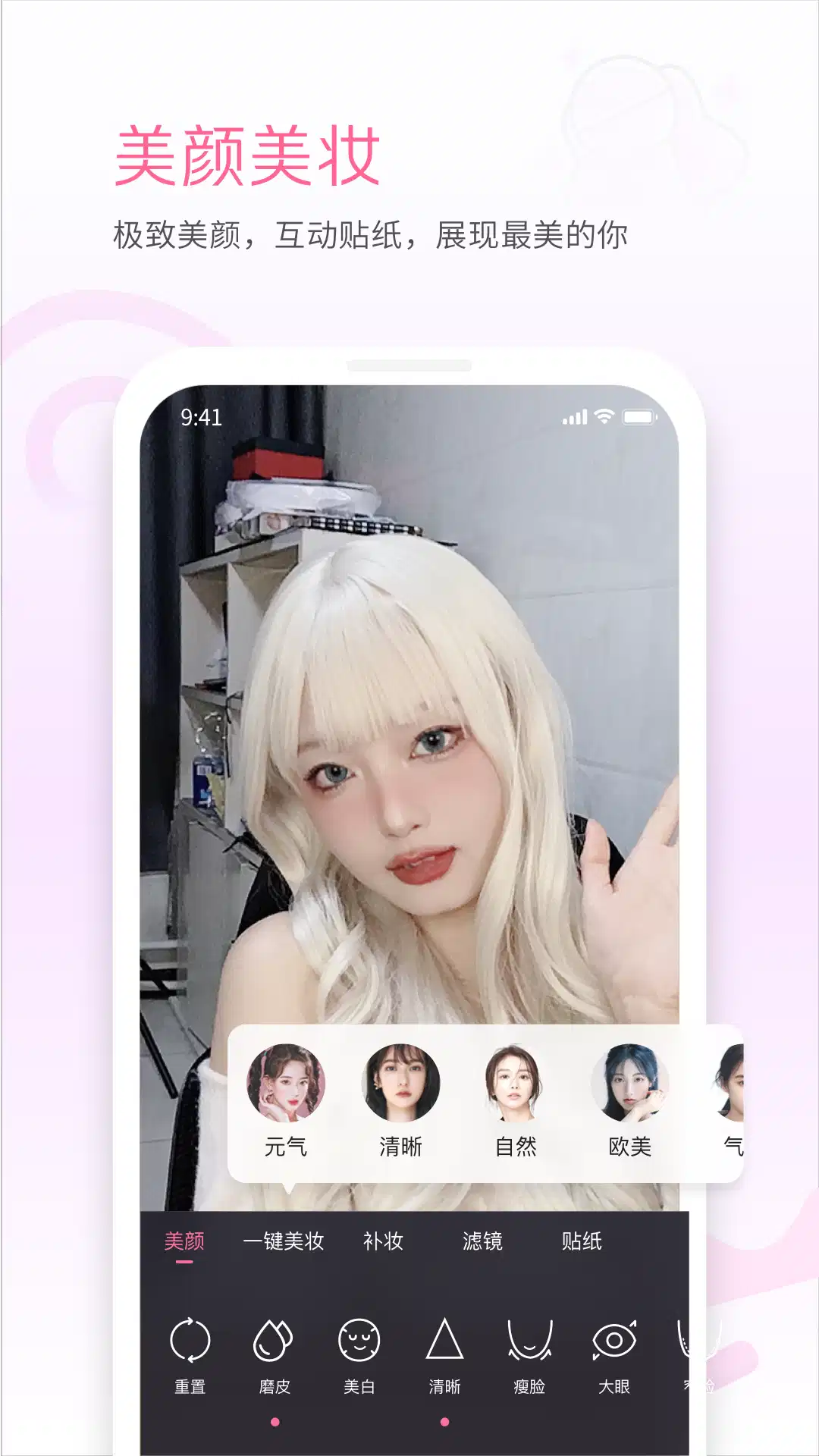
美颜直播:众多网红、萌妹、男神等你来互动,一起分享美颜与快乐。
声优聊天:唱吧直播间,与心仪主播深度交流,一对一视频畅享声优盛宴。
百变声优:御姐、少女、萝莉,各种角色声音应有尽有,满足你的所有幻想。
语音直播:从御姐的妩媚到少女的羞涩,再到萝莉的天真,好声音一网打尽。
【应用特色】
1.【全民直播】随时随地,直播启动只需一键。
2.【智能美颜】自动美颜加持,你的直播颜值爆表。
3.【实时直播】才艺主播展示
4.【一键开播】随时随地,向全球展现你的直播魅力。
【应用亮点】
1.高清1080P视频,对模糊说“不”。
2.精彩纷呈的视频剪辑,720P画质细腻入微。
3.贴心关注你的UP主,让TA的最新动态不再错过。
【应用优势】
1.【附近广晨】与附近人直播零距离接触,感受前所未有的互动快感。
2.【特色才艺】才艺主播现场放歌,与你心仪的他亲密互动无间隔。
3.【有趣活动】各类活动精彩不断,大奖赛玩法丰富多变,夺冠即可赢取大奖。
4.【嗨歌热舞】炫彩全屏舞,动画效果惊艳播放,主播派对乐翻天。
【应用点评】
1.音效的专业调校,提升音质清晰度,使音效更加悦耳动听。
2.不断尝试新玩法,让你在游戏中找到不一样的自我。
3.这里是音乐梦想的起点,让你的才华在这里得到充分的展示与成长。
精选应用








新锐应用









-
 诱火直播免费版综合应用查看
诱火直播免费版综合应用查看 -
 甜甜直播免费观看扮演游戏查看
甜甜直播免费观看扮演游戏查看 -
 红柚直播综合应用查看
红柚直播综合应用查看 -
 玫瑰直播98tv版模拟游戏查看
玫瑰直播98tv版模拟游戏查看 -
 b站私人直播间国外线路版系统软件查看
b站私人直播间国外线路版系统软件查看 -
 向日葵直播网络版模拟游戏查看
向日葵直播网络版模拟游戏查看








-
红桃直播休闲的游戏查看
-
 绿茶tv休闲的游戏查看
绿茶tv休闲的游戏查看 -
 红桃直播5.6.7休闲游戏查看
红桃直播5.6.7休闲游戏查看 -
 新茶红桃直播冒险游戏查看
新茶红桃直播冒险游戏查看 -
 红桃直播视频大全免费下载休闲的游戏查看
红桃直播视频大全免费下载休闲的游戏查看 -
 红桃直播下载3.10休闲的游戏查看
红桃直播下载3.10休闲的游戏查看
-
 青春禁区动漫免费观看全集在线直播休闲的游戏查看
青春禁区动漫免费观看全集在线直播休闲的游戏查看 -
 草莓直播免费观看视频安卓版查看
草莓直播免费观看视频安卓版查看 -
 草莓直播免费观看视频高清版休闲的游戏查看
草莓直播免费观看视频高清版休闲的游戏查看 -
草莓直播免费观看视频完整版休闲的游戏查看
-
 草莓APP直播免费视频安卓版休闲的游戏查看
草莓APP直播免费视频安卓版休闲的游戏查看 -
 香蕉直播永久免费版APP休闲的游戏查看
香蕉直播永久免费版APP休闲的游戏查看